- Giới thiệu chung
Gia công cơ khí là việc sử dụng những công cụ máy móc, thiết bị, phôi đề tạo ra ra các chi tiết phù hợp với yêu cầu . có nhiều các phương pháp gia công khác nhau: hàn ,cắt, dập, đúc … . Trong đó gia công cắt gọt được phổ biến hơn cả chiếm khoảng 50-60% khối lượng lao động trong máy cơ khí và cũng chiến 50 % giá thành sản phẩm. Hiện nay có hai phương pháp đang được sử dụng để cắt gọt: phương pháp truyền thống và phương pháp gia công tiến tiến.
- Các phương pháp gia công truyền thống như:

Tiện , phay , khoan và mài; các phương pháp này sử dụng các dụng cụ cắt chủ yếu là dao, đá mài tiếp xúc trực tiếp với phôi và lấy đi các phoi. Phương pháp này đang được áp dụng một cách rộng rãi và có hiệu quả tuy nhiên có một số hạn chế, ví dụ: gia công một số vật liệu nào đó (kim cương, kính, hợp kim cứng…) cực kỳ khó khăn hoặc không thực hiện được, một số các sản phẩm đặc trưng ngành không gian và công nghệ cao.
Từ đó các kỹ sư đã nghiên cứu ra các phương pháp gia công khác hoàn toàn với gia công truyền thống đó là phương pháp gia công tiên tiến: Sử dụng dạng năng lượng khác: tia lửa điện, laser, tia nước, tia electron, điện hóa mài mòn điện hóa, sóng siêu âm, tia plasma...

Gia công phương pháp tiên tiến sử dụng nhiều nguồn năng lượng khác nhau để biến đổi phôi thay vì sử dụng các dụng cụ cắt thông dụng do dó có nhiều đặc điểm ưu việt hơn so với các phương pháp truyền thống. Hôm nay chúng ta sẽ thảo luận về phương pháp cắt kim loại bằng tia plasma và tia laser.
Đây là hai phương pháp tiên tiến nên có ưu việt hơn các phương pháp tiếp xúc thông thường: Không dùng dụng cụ cắt, không dùng lực cắt, chế độ gia công êm hơn các gia công khác
Sự chính xác và khả năng gia công các lỗ nhỏ và đường cắt chuẩn xác với biến dạng xung quanh vùng gia công ít.
Có khả năng làm việc trong môi trường không khí, khí trơ, chân không,hoặc ngay cả trong chất lỏng hay chất rắn truyền quang, không có vấn đề tích điện trong môi trường.
Cắt được những vị trí phức tạp,ở vị trí khó tiếp cận, có khả năng tạo ra các rãnh rất hẹp.
Có khả năng tự động hóa cao. gia công đạt độ chính xác cao, bề mặt phẳng và các bề mặt phức tạp, thích ứng với hệ thống CAD/CAM.
- Giới thiệu về công nghệ cắt Plasma và Laser
Phương pháp gia công bằng tia laser và tia plasma sử dụng nguồn năng lượng để gia công.
Ở đây ta chỉ quan tâm tới laser và plasma gây tác dụng nhiệt và ứng dụng nó trong việc cắt kim loại.

Nguồn laser được sử dụng làm nguồn năng lượng cho các quá trình, ứng dụng nhiều trong kỹ thuật, để tập chung vào ứng dụng cụ thể người ta sẽ chia ra các phương pháp cắt sau:
- Phương pháp đột biến về nhiệt: Đây là phương pháp lợi dụng sự tập trung nhiệt lượng đột ngột tại một điểm rất nhỏ trên bề mặt vật cắt và liên tục phát triển với tốc độ cao ( cỡ m/s), gây nờn gẫy đột biến và tạo nên rãnh cắt. Phương pháp này thường dùng khi cắt vật liệu dòn.
- Phương pháp cắt bằng khoan dùng tia laser hoặc plasma khoan các lỗ, sau đó bẻ gãy bằng cơ học. Phương pháp này thường dùng khi cắt vật liệu dòn.
- Phương pháp nóng chảy, đốt cháy và thổi: Làm cho vật liệu nóng chảy, cháy sau đó thổi các sản phẩm cháy đi, tạo nên rãnh cắt. Trong quá trình nóng chảy đồng thời xảy ra phản ứng cháy cung cấp nhiệt bổ sung nên năng lượng tương đương tăng lên rất nhiều (10 lần) so với khoan cắt.
- Phương pháp nóng chảy và thổi: Nung nóng chảy vùng cắt và dùng khí áp suất cao thổi chúng ra khỏi vùng cắt và tạo nên rãnh cắt.
- Phương pháp bay hơi: Sử dụng nguồn nhiệt cao, tập chung làm cho vật liệu bay hơi tạo nên rãnh cắt
Trong nội dung thảo luận hôm nay sẽ trình bày các ảnh hưởng của việc cắt vật liệu sử dụng phương pháp nống chảy và thổi: Nung chảy vùng bị cắt và dùng khí áp suất cao thổi chúng ra khỏi vùng cắt và tạo nên rãnh cắt.
- Lịch sử hình thành và phát triển của Plasma và laser trong máy cắt
- Lịch sử hình thành và phát triển Plasma trong máy cắt.
Plasma là trạng thái vật chất thứ tư (ngoài ba trạng thái vật chất là: rắn, lỏng và khí). Plasma được hình thành khi vật chất được ion hóa cực mạnh đến mức phần lớn các phân tử hay nguyên tử chỉ còn lại hạt nhân và các điện tử (electron) chuyển động tự do giữa các hạt nhân. Plasma không phải ở thể rắn vì nó không có điểm nóng chảy. Nó không phải ở thể lỏng vì nó không có lực căng bề mặt và không xác định được điểm sôi. Nó cũng không phải ở thể khí vì nó không có điểm ngưng tụ và không thể chứa nó trong các bình chứa. Vì vậy người ta xếp plasma vào trạng thái vật chất thứ tư.
Trạng thái Plasma không phổ biến trên trái đất, tuy nhiên trên 99% vật chất trong vũ trụ tồn tại dưới dạng plasma. Vì thế trong bốn trạng thái kể trên, plasma được xem như trạng thái đầu tiên trong vũ trụ. Ví dụ: tia sét là một dạng plasma trong tự nhiên. Mặt trời cũng là một dạng plasma.
Công nghệ cắt Plasma được phát minh cách đây khoảng hơn 60 năm, trong thời kỳ đỉnh cao của thế chiến thứ 2. Trong một nổ lực để cải thiện các mối nối của máy bay chiến đấu, một phương pháp hàn đã được phát triển (Gọi là hàn TIG) khi dùng một hàng rào khí trơ thổi chung quanh tia hồ quang điện để bảo vệ mối hàn khỏi quá trình oxy hóa.
Một vài thập kỷ sau, người ta phát hiện rằng việc giới hạn độ mở của đường khí trơ đi qua tia hồ quang điện tạo ra một loại vật chất thứ tư gọi là plasma, và nó tạo ra một nhiệt lượng vô cùng lớn khoảng 10.000 – 15.000 °C. Cùng lúc đó độ mở nhỏ hơn làm tăng tốc độ của dòng khí thoát ra, nó có khả năng thổi bay tất cả các loại kim loại mà nó đi qua. Từ đó, công nghệ này được dùng để cắt kim loại, nhưng với quy mô rất lớn vì khi đó chi phí cắt rất cao.
Càng ngày với sự tiến bộ của khoa học kỹ thuật, các thiết bị cắt plasma ngày càng có chi phí thấp hơn và được thương mại hóa cách đây khoảng hơn 10 năm.
- Lịch sử hình thành và phát triển Laser trong máy cắt.
Tia laser được biết đến lần đầu tiên bằng một thí nghiệm tình cờ của nhà vật lý Theodore Maiman, thông qua phương thức chiếu đèn flash công suất cao trên một thỏi ruby với các bề mặt tráng bạc trong căn phòng thí nghiệm Hughes Laboratory tại Malibu, California những năm 1960.
Hình ảnh tia laser tạo ra từ hồng ngọc
Nhờ phát hiện này, các nhà khoa học dần nghiên cứu chuyên sâu thêm, phát hiện ra sẽ có nhiều lợi ích to lớn nếu biết cách tận dụng nguồn tia laser này. Cho đến bây giờ, theo thời gian, tia laser đã trở thành công cụ tuyệt vời khó có thể thiếu trong đời sống. trong các ngành sản xuất cơ khí, nghệ thuật, cho đến y học,…
Năm 1965, Trung tâm Nghiên cứu Western Electric Engineering sản xuất thành công máy cắt laser đầu tiên và được sử dụng để khoét lỗ trên kim cương. Sao đó 2 năm, người Anh bắt đầu có những thành tựu đầu tiên trong việc cắt kim loại bằng tia laser bằng cách sử dụng hỗ trợ khí oxy. Năm 1970, công nghệ này bắt đầu được đưa vào sản xuất để cắt titan cho các ứng dụng trong ngành hàng không vũ trụ. Sau đó thay vì sử dụng oxy, người ta bắt đầu kết hợp thành công tia laser với sự bổ trợ của khí CO2, và từ đó máy cắt laser CO2 ra đời.

Hình ảnh một máy cắt Laser CO2 hiện đại
Máy cắt CO2 được sử dụng để cắt phi kim, vải da,… chứ không thể nào đốt cháy được kim loại. Từ đó, với những thí nghiệm mới, với nhiều sự kết hợp, chế tạo khác nhau mà các nhà khoa học đã phát minh ra được nhiều loại máy cắt laser hơn, có áp lực cao hơn, cắt nhanh gọn nhiều so với những chiếc máy laser đời cũ.
Ưu điểm lớn của máy cắt laser so với các công nghệ cơ khí khác là công cụ kẹp phôi dễ dàng hơn và giảm ảnh hưởng đến phôi. Độ chính xác có thể nói là hoàn hảo, tia cũng không bị mòn trong quá trình cắt. Máy cắt laser hiện đại giúp giảm cong vênh của vật liệu khi cắt, các hệ thống laser có một vùng nhiệt bị ảnh hưởng nhỏ. Với kim loại, kim cương và một số vật liệu khác sẽ rất khó hoặc không thể cắt được bằng các công cụ truyền thống, đó là lúc máy cắt tia laser chất lượng cao phát huy hết sức mạnh của nó. Hiện nay trên thị trường có 3 nguồn cắt laser chủ yếu là CO2 laser, YAG laser và Fiber laser.
- Cấu tạo và nguyên lý hoạt động của nguồn cắt Plasma và Laser
- Cấu tạo và nguyên lý của nguồn cắt Plasma
- Nguyên lý hình thành Plasma
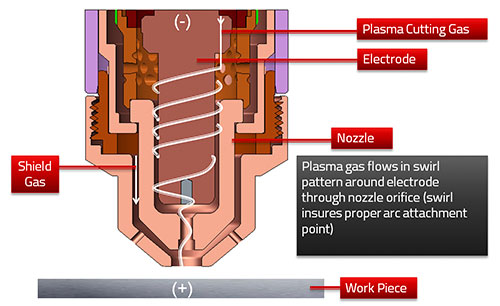
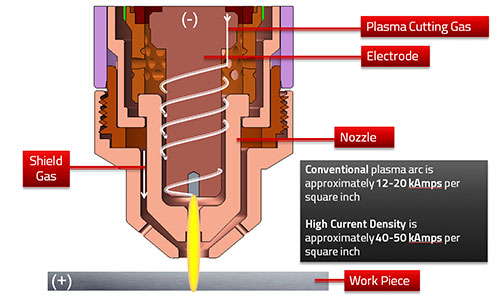
Quá trình cắt Plasma được sử dụng để cắt kim loại dẫn điện, bằng cách dùng chất khí dẫn điện để chuyển năng lượng từ nguồn cấp điện qua đầu cắt đến tấm kim loại cần cắt. Như chúng ta biết, chất khí (VD: Không khí, Oxy, Nitơ…) là không dẫn diện ở trạng thái bình thường. Tuy nhiên, nếu cung cấp vào nguồn khí một năng lượng lớn làm ion hóa các nguyên tử khí thì nó trở nên dẫn diện. Khi quá trình oxy hóa xảy ra cực mạnh cùng lúc với việc cung cấp dòng điện liên tục qua dòng khí đã bị ion hóa thì sẽ tạo ra dòng plasma. Dẫn dòng plasma này đến đầu cắt để cắt kim loại. Lúc này đầu cắt và tấm kim loại cần cắt tạo ra một dòng điện khép kín để duy trì tia plasma liên tục trong suốt quá trình cắt.
- Cấu tạo của nguồn cắt Plasma
Một hệ thống cắt plasma cơ bản bao gồm: một bộ nguồn cung cấp năng lượng, một mạch khởi động hồ quang và đầu cắt. Các thành phần hệ thống cung cấp năng lượng điện, khả năng ion hóa và quy trình điều khiển là cần thiết để cho ra đường cắt chất lượng và năng suất cao trên nhiều loại kim loại khác nhau.

- Nguồn cung cấp plasma chuyển đổi dòng điện áp vào một hoặc ba pha AC thành điện áp DC không đổi trong khoảng từ 200 đến 400VDC. Điện áp DC này chịu trách nhiệm cho việc duy trì hồ quang plasma trong suốt quá trình cắt. Nó cũng xác định tốc độ và độ dày vật liệu cần cắt của hệ thống.
- Mạch khởi động hồ quang – Mạch khởi động hồ quang là một bộ phát tần số cao tạo ra một điện áp AC khoảng 5.000 VAC đến 10.000VAC tại tần số 2 MHz. Điện áp này được sử dụng để tạo ra một hồ quang cường độ cao bên trong đầu cắt để ion hóa khí, vì thế tạo ra plasma.
- Đầu cắt plasma -Chức năng của đầu cắt plasma là giữ các chi tiết tiêu hao như vòi phun (béc cắt) và điện cực, cung cấp chất làm mát (khí hoặc nước) đến những bộ phận này. Các vòi phun và điện cực nén và duy trì tia plasma.


- Nguyên lý hoạt động của máy cắt Plasma
- Bộ nguồn cung cấp và mạch khởi động hồ quang được nối với đầu cắt qua các ống và dây dẫn bên trong. Các ống và dây dẫn này cung cấp các dòng khí, dòng điện và dòng hồ quang mồi (dòng pilot) thích hợp đến đầu cắt để mồi và duy trì quá trình.
- Đầu tiên khi một tín hiệu khởi động được gửi đến bộ nguồn cung cấp. Tín hiệu này đồng thời kích hoạt điện áp 280 VDC và dòng khí đến đầu cắt. Luồng khí đi qua vòi phun và thoát ra ngoài. Không có tia hồ quang ở thời điểm này, cũng như không có dòng điện chạy qua nguồn DC.
- Sau khi dòng khí ổn định, mạch khởi động hồ quang bắt đầu làm việc. Với điện áp do mạch này tạo ra khoảng từ 5000 – 10000 VAC ở tần số cao, tia lửa điện sẽ được phóng qua giữa điện cực và vòi phun bên trong đầu cắt, nơi dòng khí phải đi qua để thoát ra ngoài.

Năng lượng chuyển từ tia lửa điện với tần số cao qua dòng khí làm cho nó bị ion hóa và trở nên dẫn điện. Dòng khí dẫn điện này tạo thành đường dẫn điện giữa điện cực và vòi phun, và kết quả là hồ quang plasma được hình thành.
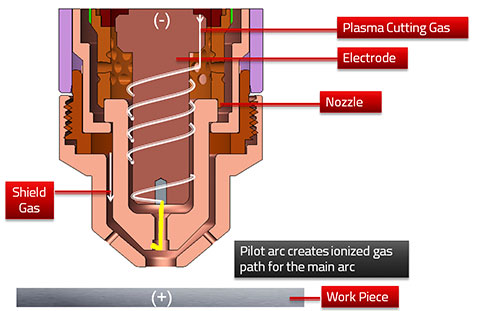
Dòng khí này buộc tia hồ quang đi qua lỗ của vòi phun ra ngoài, tạo thành dòng mồi hồ quang.

- Khi vòi phun đủ gần với vật liệu cần cắt, dòng hồ quang mồi sẽ đánh vào vật liệu tạo đường dẫn dòng điện đến cực dương (của bộ nguồn). Khi dòng điện này xuất hiện bộ khởi động hồ quang ngưng làm việc và pilot relay sẽ mở ra. Dòng khí ion hóa được duy trì với năng lượng từ hồ quang của nguồn điện một chiều.
- Nhiệt độ của hồ quang plasma sẽ làm chảy kim loại, đánh thủng qua tấm phôi và dòng khí với tốc độ cao sẽ thổi bay vật liệu nóng chảy từ phía dưới của đường cắt. Tại thời điểm này đầu cắt bắt đầu di chuyển và qui trình cắt bắn đầu.
- Cấu tạo và nguyên lý của nguồn cắt Laser
- Nguyễn lý hình thành tia laser
Nguyên lý hoạt động của laser có thể miêu tả cho laser thạch anh.
Dưới sự tác động của hiệu điện thế cao, các electron của thạch anh di chuyển từ mức năng lượng thấp lên mức năng lương cao tạo nên trạng thái nghịch đảo mật độ tích lũy của electron.
Ở mức năng lượng cao, một số electron sẽ rơi ngẫu nhiên xuống mức năng lượng thấp, giải phóng hạt ánh sáng được gọi là photon.
Các hạt photon này sẽ toả ra nhiều hướng khác nhau từ một nguyên tử, va phải các nguyên tử khác, kích thích eletron ở các nguyên tử này rơi xuống tiếp, sinh thêm các photon cùng tần số, cùng pha và cùng hướng bay, tạo nên một phản ứng dây chuyền khuếch đại dòng ánh sáng.
Các hạt photon bị phản xạ qua lại nhiều lần trong vật liệu, nhờ các gương để tăng hiệu suất khuếch đại ánh sáng.
Một số photon ra ngoài nhờ có gương bán mạ tại một đầu của vật liệu. Tia sáng đi ra chính là tia laser
- Cấu tạo

Cấu tạo cơ bản và cơ chế hoạt động của laser.
1) Buồng cộng hưởng (vùng bị kích thích). 2) Nguồn nuôi (năng lượng bơm vào vùng bị kích thích). 3) gương phản xạ toàn phần. 4) gương bán mạ. 5) tia laser
Nguyên lý cấu tạo chung của một máy laser gồm có: buồng cộng hưởng chứa hoạt chất laser, nguồn nuôi và hệ thống dẫn quang. Trong đó buồng cộng hưởng với hoạt chất laser là bộ phận chủ yếu.
Buồng cộng hưởng chứa hoạt chất laser, đó là một chất đặc biệt có khả năng khuếch đại ánh sáng bằng phát xạ cưỡng bức để tạo ra laser. Khi 1 photon tới va chạm vào hoạt chất này thì kéo theo đó là 1 photon khác bật ra bay theo cùng hướng với photon tới. Mặt khác buồng cộng hưởng có 2 mặt chắn ở hai đầu, một mặt phản xạ toàn phần các photon khi bay tới, mặt kia cho một phần photon qua một phần phản xạ lại làm cho các hạt photon va chạm liên tục vào hoạt chất laser nhiều lần tạo mật độ photon lớn. Vì thế cường độ chùm laser được khuếch đại lên nhiều lần. Tính chất của laser phụ thuộc vào hoạt chất đó, do đó người ta căn cứ vào hoạt chất để phân loại laser.
- Nguyên lý hoạt động của máy cắt Laser
 Hình ảnh cấu tạo một đầu cắt laser fiber
Hình ảnh cấu tạo một đầu cắt laser fiber
1) Hệ thấu kính, gương bảo vệ. 2) vòi phun khí cô lập. 3) Trùm tia laser. 4) Ống dẫn khí. 5) Béc cắt. 6) vật liệu cắt
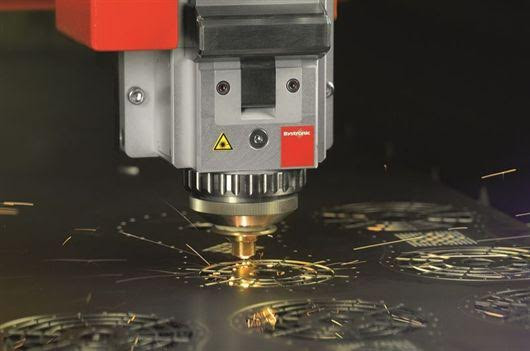
- Một chùm tia năng lượng cao được sinh ra bởi máy phát laser sẽ được tập trung lên bề mặt chi tiết gia công nhờ hệ thống thấu kính.
- Chùm tia này đốt nóng vật liệu và tạo nên một vùng vật liệu nóng chảy cục bộ, thường có đường kính nhỏ hơn 0,5mm).
- Phần vật liệu nóng chảy bị đẩy ra khỏi vùng gia công bởi một dòng khí có áp lực cao, đồng trục với chùm tia laser. Đối với một số loại vật liệu thì dòng khí này làm tăng tốc quá trình cắt bởi tác động hóa học và lý học.
- Vùng vật liệu bị nóng chảy cục bộ được di chuyển dọc theo bề mặt chi tiết theo một quỹ đạo và sinh ra vết cắt. Chuyển động này được thực hiện bằng cách di chuyển chùm tia laser hội tụ nhờ hệ thống gương hoặc dẫn qua dây sợi quang. Các hệ thống tự động hóa hoàn toàn cho phép cắt được các hình dáng 3D.
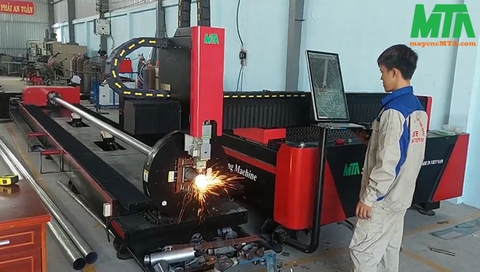
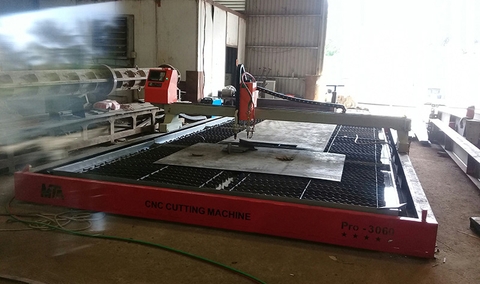
V. Máy cắt Plasma CNC và máy cắt Laser fiber CNC
- Giới thiệu
Cấu tạo của máy cắt Plasma CNC được lắp ráp từ các bộ phận chính bao gồm :

1) Khung máy cắt CNC. 2) Máy tính công nghiệp chuyên dụng khiển máy cắt CNC. 3) Bộ điều khiển chiều cao Plasma - Oxy Gas. 4) Nguồn Cắt Plasma. 5) Mỏ cắt Plasma. 6) Bộ chuyển động trục X-Y của máy CNC. 7) Bàn Cắt
- Ứng dụng của máy cắt plasma CNC
- Sản xuất công cụ và chế tạo máy
- Sản xuất thiết bị bằng Inox và các thiết bị liên quan đến biển báo, biển quảng cáo
- Đóng tàu và sửa chữa tàu
- Sản xuất ống cho hệ thống HVAC
- Sản xuất tủ điện
- Sản xuất máy biến áp trong công nghiệp
- Thiết kế mỹ thuật/ nội thất
- Ứng dụng trong các sản phẩm kỹ thuật và cơ khí tổng quát
- Ưu điểm của phương pháp cắt plasma
- Phương pháp cắt plasma có các lợi thế đối với phương pháp cắt laser, và cắt oxy-gas.
- Tốc độ cắt nhanh: Tốc độ cắt plasma nhanh hơn cắt oxy-gas khi thực hiện với các tấm dày dưới 50mm. Tốc độ cắt plasma nhanh hơn cắt laser khi thực hiện với các tấm dày hơn 3mm. Tốc độ cắt nhanh giúp tăng năng suất, giảm giá thành chung sản xuất.
- Có thể cắt nhiều loại vật liệu, cũng như độ dày khác nhau. Cắt plasma có thể cắt nhiều loại vật liệu chứa sắt, hoặc không chứa sắt. Độ dày cắt có thể lên đến 80mm.
- Dễ dàng vận hành: Cắt plasma không yêu cầu kỹ thuật cao đối với người vận hành, việc đào tạo cũng dễ dàng, thao tác cắt đơn giản, không cần phải điều chỉnh nhiều khi thao tác.
- Tính kinh tế: Cắt plasma có tính kinh tế hơn so với cắt oxy-gas khi cắt với các tấm dày dưới 25mm.
- Điện cực cắt, vòi phun thường xuyên phải thay thế làm tăng giá thành sản xuất.
- Cắt plasma không thể cắt với vật cắt không phải kim loại.
- Máy cắt Laser fiber CNC
- Giới thiệu: Cấu tạo của một máy Fiber laser được lắp giáp từ các bộ phận chính sau:

- Khung máy. 2) Bàn đỡ phôi. 3) Nguồn cắt laser fiber. 4) Đầu cắt. 5) Bộ tự động thay đổi chiều cao THC. 6) Hệ thống chuyển động CNC. 7) Máy tính điều khiển công nghiệp. 8) Phần mền điều khiển CNC Laser. 9) Hệ thống làm mát
b. Ưu điểm của máy cắt Laser fiber CNC
- Gia công trên mọi vật liệu khác nhau, kim loại, phi kim, nhựa, đồng, nhôm, inox, cắt giấy…
- Có khả năng làm việc trong môi trường không khí, chân không, chất lỏng, rắn… nhờ vậy mà có nhiều ứng dụng đặc biệt không loại công nghệ nào làm được.
- Khả năng tự động hóa cao, gia công đạt độ chính xác tuyệt đối, cắt được các bề mặt dày mỏng khác nhau, chi tiết cầu kỳ phức tạp…
c. Nhược điểm của gia công cắt laser kim loại
- Giá thành cao.
- Bảo trì phức tạp.
VI. Kết Luận
Công nghệ cắt Plasma CNC đang rất phổ biến hiện nay nó đi vào các nhà máy gia công cơ khí, Các xưởng cơ khí dân dụng, trong các ngành quảng cáo, trang trí nội ngoại thất. Máy Plasma CNC đang đi vào đởi sống hàng ngày và quanh ta luôn bắt gặp các sản phẩm của nó tạo ra.
Công nghệ cắt Fiber Laser trong kim loại đang dần được phát triển. Với sự tiến bộ trong khoa học và kỹ thuật, nguồn cắt laser fiber đang có giá thành giảm dần và công suất đang được tăng lên. Công nghệ cắt Fiber laser trong kim loại sẽ phổ biến như công nghệ cắt Plasma cnc trong tương lai gần.
















































Viết bình luận