Plasma là một trạng thái vật chất trong đó các chất bị ion hóa mạnh. Đại bộ phận phân tử hay nguyên tử chỉ còn lại hạt nhân; các electron chuyển động tương đối tự do giữa các hạt nhân.
Máy cắt plasma sử dụng nguyên lý hoạt động của khí plasma để thực hiện quá trình cắt kim loại. Nguyên lý cắt plasma dựa trên sự tận dụng nhiệt độ rất cao và tốc độ chuyển động lớn của khí từ miệng phun của đầu cắt plasma để làm nóng chảy và thổi kim loại khỏi rãnh cắt. Khi ứng dụng chế độ thích hợp mép cắt phẳng không sần sùi, để tạo mép cắt vuông góc cần giảm tốc độ cắt.
Chất lượng cắt plasma phụ thuộc vào cường độ dòng điện , khí sử dụng , tốc độ cắt và khoảng cách từ vật tới đầu cắt
Hệ thống máy cắt plasma gồm những gì?
Một hệ thống cắt plasma cơ bản bao gồm: một bộ nguồn cung cấp năng lượng, một mạch khởi động hồ quang và đầu cắt. Các thành phần hệ thống cung cấp năng lượng điện, khả năng ion hóa và quy trình điều khiển là cần thiết để cho ra đường cắt chất lượng và năng suất cao trên nhiều loại kim loại khác nhau.
Bộ nguồn cung cấp năng lượng là một nguồn điện một chiều liên tục có điện áp từ 240 đến 400 VDC. Dòng điện ngõ ra của bộ nguồn xác định tốc độ và độ dày vật liệu cần cắt của hệ thống. Chức năng chính của bộ nguồn là để cung cấp năng lượng chính xác để duy trì hồ quang plasma sau khi ion hóa.
Mạch khởi động hồ quang là một bộ phát tần số cao tạo ra một điện áp xoay chiều từ 5000 đến 10000 volt ở tần số 2 triệu Hz (2MHz). Điện áp này được sử dụng để tạo ra một hồ quang cường độ cao bên trong đầu cắt để ion hóa khí, vì thế tạo ra plasma.
Đầu cắt dùng để giữ các chi tiết tiêu hao như vòi phun (béc cắt) và điện cực, cung cấp chất làm mát (khí hoặc nước) đến những bộ phận này. Các vòi phun và điện cực nén và duy trì tia plasma.
Khí tạo Plasma là loại khí nào?
Môi trường khí tạo plasma phải bảo đảm: tạo dáng hữu hiệu cho hồ quang cắt; tạo bề mặt cắt chất lượng cao; truyền nhiệt hữu hiệu vào kim loại vật cắt; tuổi thọ cao cho các chi tiết của mỏ cắt; bổ sung thêm nhiệt cắt thông qua phản ứng tỏa nhiệt và có tính kinh tế, an toàn.
Các khí tạo plasma hay dùng là nitơ, argon, hydro, oxi, không khí nén. Khí trơ cho bề mặt cắt sạch nhất, thích hợp cho kim loại màu. Khí O2 nguyên tử có tác dụng cải thiện việc truyền năng lượng vào hồ quang cho vật cắt thông qua cơ chế phân ly - tái hợp. Khí chứa oxi có hiệu quả năng lượng cao khi cắt, tạo phản ứng tỏa nhiệt của oxi với vật liệu cắt, cho năng suất cao. Khí được sử dụng nhiều nhất là không khí nén. Có thể bổ sung nước vào mỏ cắt để cải thiện chất lượng bề mặt cắt thép và tăng tốc độ cắt. Cũng có thể bổ sung khí cháy để tăng tốc độ cắt đồng và hợp kim đồng và cải thiện chất lượng bề mặt cắt
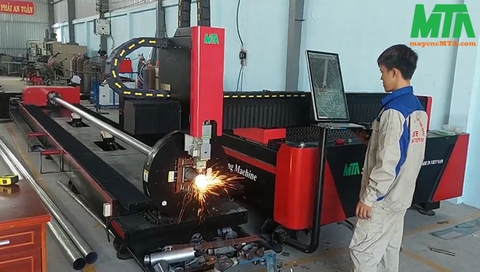
Nguyên lý hoạt động của máy cắt plasma
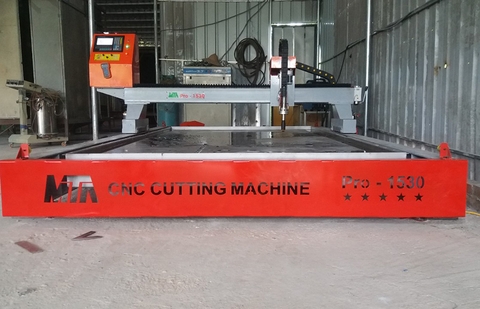
Hiện nay có 2 loại thiết bị cắt plasma tiêu biểu là máy cắt plasma bằng tay và máy cắt plasma CNC tự động

Máy cắt plasma cắt bằng tay
1. Đầu tiên khi một tín hiệu khởi động được gửi đến bộ nguồn cung cấp. Điều này đồng thời kích hoạt điện áp và dòng khí đến đầu cắt. Chú ý rằng vòi phun được nối đến cực dương của bộ nguồn thông qua một điện trở và relay(gọi là Pilot arc relay), trong khi vật liệu cần cắt được nối trực tiếp đến cực dương. Luồng khí đi qua vòi phun và thoát ra ngoài. Không có tia hồ quang ở thời điểm này, cũng như không có dòng điện chạy qua nguồn DC (Nên mới gọi là điện áp hở mạch).
2. Sau khi dòng khí ổn định, mạch khởi động hồ quang bắt đầu làm việc. Với điện áp do mạch này tạo ra khoảng từ 5000 – 10000 VAC ở tần số cao, tia lửa điện sẽ được phóng qua giữa điện cực và vòi phun bên trong đầu cắt, nơi dòng khí phải đi qua để thoát ra ngoài. Năng lượng chuyển từ tia lửa điện với tần số cao qua dòng khí làm cho nó bị ion hóa và trở nên dẫn điện. Dòng khí dẫn điện này tạo thành đường dẫn điện giữa điện cực và vòi phun, và kết quả là hồ quang plasma được hình thành. Dòng khí này buộc tia hồ quang này đi qua lổ của vòi phun ra ngoài, tạo thành dòng mồi hồ quang (Pilot arc).
3. Khi vòi phun đủ gần với vật liệu cần cắt, dòng hồ quang mồi sẽ đánh vào vật liệu như là đường dẫn dòng điện đến cực dương (của bộ nguồn) mà không bị giới hạn bởi điện trở như vòi phun nối đến cực dương. Dòng điện chảy qua vật liệu được nhận biết bởi bộ nguồn. Khi dòng điện này được phát hiện bộ khởi động hồ quang ngưng làm việc và pilot relay sẽ mở ra. Dòng khí ion hóa được duy trì với năng lượng từ hồ quang của nguồn điện một chiều.
4. Nhiệt độ của hồ quang plasma sẽ làm chảy kim loại, đánh thủng qua tấm phôi và dòng khí với tốc độ cao sẽ thổi bay vật liệu nóng chảy từ phía dưới của đường cắt. Tại thời điểm này đầu cắt bắt đầu di chuyển và qui trình cắt bắn đầu.

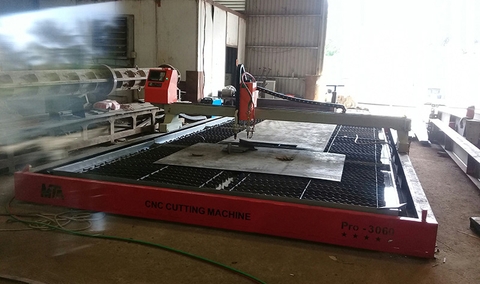
Máy cắt plasma CNC (cắt tự động)
5. Trường hợp đầu cắt Plasma được gắn trên máy CNC (Máy cắt plasma CNC), bộ điều khiển của máy CNC sẽ cảm ứng tín hiệu từ bộ nguồn plasma cho biết dòng hồ quang plasma đã được thiết lập thành công. Lúc đó máy CNC sẽ bắt đầu di chuyển đầu cắt theo bản vẽ. Đồng thời cho phép bộ điều khiển độ cao đầu cắt plasma (THC – Torch Height Controller) hoạt động, thiết bị này sẽ tự động cảm ứng và điều khiển độ cao đầu cắt lên xuống theo độ cong vênh của vật liệu, để đảm bảo độ cao của vòi phun so với bề mặt liệu luôn ổn định ở độ cao mong muốn.
















































Viết bình luận