Lắp đặt thanh trượt (ray trượt) đúng kỹ thuật là yếu tố quyết định: máy có chạy êm hay không, có bị kẹt, rung hay không, độ chính xác có đạt hay không
Các hệ ray phổ biến như của HIWIN có độ chính xác rất cao, nhưng nếu lắp sai → vẫn lỗi như thường.
Thực tế:
- 80% lỗi ray trượt là do lắp sai, không phải do ray
- Phần lớn máy CNC sai số là do ray không song song
Khi nào cần căn chỉnh ray trượt?
Bạn nên căn chỉnh khi:
- Lắp ray mới
- Máy chạy bị rung
- Block chạy nặng
- Gia công bị sai số
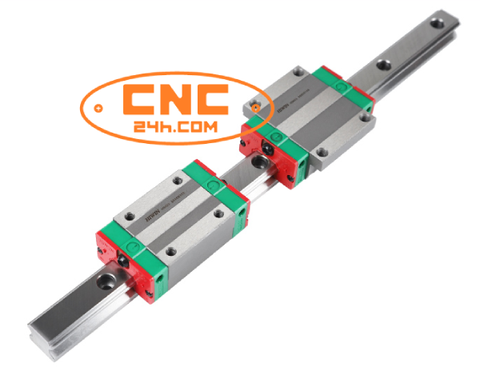
Cấu tạo cơ bản của hệ ray trượt
Gồm 2 phần chính:
- Thanh ray (HGR)
- Con trượt (block – HGH)
Khi lắp:
- Ray cố định vào khung
- Block gắn vào bàn máy
Nguyên tắc căn chỉnh ray trượt
✔ 1. 1 ray chuẩn – 1 ray căn chỉnh
-
Ray 1: cố định chuẩn
- Ray 2: điều chỉnh theo ray 1
✔ 2. Độ song song cực quan trọng
- Tiêu chuẩn: ≤ 0.02mm / 1000mm
- Sai vượt mức:
+ Block bị ép
+ Ray nhanh hỏng
Dụng cụ cần chuẩn bị
- Đồng hồ so
- Đế từ (magnetic base)
- Thước chuẩn / bàn chuẩn
- Bộ lục giác
Quy trình căn chỉnh ray trượt bằng đồng hồ so (CHI TIẾT)
Bước 1: Lắp ray chuẩn
👉 Lắp ray thứ nhất:
- Siết từ giữa ra 2 đầu
- Đảm bảo thẳng tuyệt đối
👉 Đây là ray chuẩn (reference rail)
Bước 2: Gắn đồng hồ so
Cách làm:
- Gắn đồng hồ so lên block
- Đầu đo chạm vào cạnh ray thứ 2
Bước 3: Di chuyển kiểm tra
👉 Đẩy block chạy dọc ray: Quan sát kim đồng hồ
👉 Nếu kim dao động: Có lệch → cần chỉnh
Bước 4: Điều chỉnh ray thứ 2
👉 Thực hiện:
- Nới lỏng bulong
- Gõ nhẹ để chỉnh vị trí
- Theo dõi đồng hồ so
👉 Mục tiêu: Sai số gần = 0
Bước 5: Siết cố định
- Siết từ từ
- Kiểm tra lại sau khi siết
Bước 6: Kiểm tra cuối
👉 Đẩy tay:
- Mượt → đạt
- Nặng → chưa đạt
👉 Chạy thử:
- Êm → OK
- Rung → cần chỉnh lại
Cách đọc đồng hồ so (dễ hiểu)
👉 Ví dụ:
- Kim dao động ±0.01mm → tốt
- ±0.05mm → cần chỉnh lại
👉 Nguyên tắc:
Càng gần 0 → càng chuẩn
Sai lầm phổ biến khi căn ray
- Không dùng đồng hồ so
- Siết cứng trước khi chỉnh
- Chỉnh nhưng không đo lại
- Bỏ qua sai số nhỏ
👉 Hậu quả:
- Ray kẹt
- Mòn nhanh
- Sai số CNC
Kinh nghiệm thực tế (rất quan trọng)
- Luôn chỉnh ray thứ 2, không chỉnh ray chuẩn
- Không siết chặt ngay từ đầu
- Kiểm tra nhiều lần
- Dùng ray chất lượng từ HIWIN để đảm bảo độ chính xác
- Nguyên tắc vàng: Sai 0.02mm → máy đã lỗi
Checklist căn chỉnh ray trượt
- Có ray chuẩn
- Có đồng hồ so
- Đo dọc toàn bộ ray
- Điều chỉnh từ từ
- Kiểm tra sau khi siết
Kết luận
👉 Để ray trượt chạy chuẩn:
- Lắp đúng
- Căn chỉnh bằng đồng hồ so
- Kiểm tra kỹ
👉 Đây là bước bắt buộc nếu muốn máy CNC chính xác